
Qualitätsausrüstung und Qualitätskontrollprozess
Alle Ventile werden durch ein gutes Qualitätskontrollsystem, zuverlässige Inspektionswerkzeuge und gut ausgebildete QC-Mitarbeiter hergestellt. ARAN legt großen Wert auf Qualität für unsere Kunden.
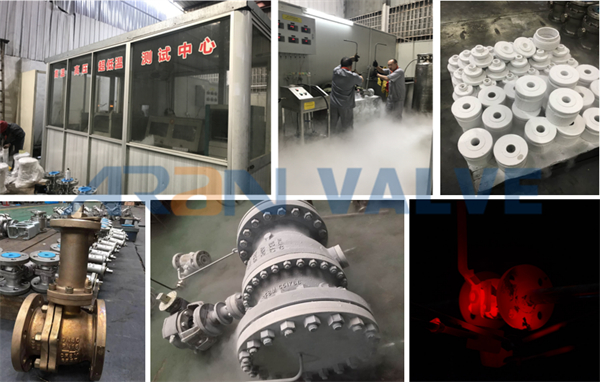
ARAN verfügt über eine eigene Testabteilung und ein von Dritten autorisiertes Labor für spezielle Qualitätskontrolle. Alle Inspektionen und Tests werden von qualifizierten und erfahrenen Mitarbeitern durchgeführt.
Die hauseigene Einrichtung für Qualitätskontrollgeräte, die für Schlagprüfung, Härteprüfung, Zugprüfung, Labor für chemische Zusammensetzung und mechanische Eigenschaften usw. zuständig ist.
Auf Bestellung dieQualitätskontrollplan (QCP) und Inspektion uInspektionDer Testplan (ITP) kann zur Genehmigung durch den Kunden ausgestellt werden vor der Produktion.
1. Kontrolle des Ventilrohmaterials: Sicht- und Dimensionsprüfung, PMI, Wandstärke, Schlagprüfung auf Anfrage, NDE wie PT,UT,MT,RT.
2. Prozessinspektion der Ventilkomponentenmaschine: Maßprüfung, Prüfung der bearbeiteten Oberfläche und des Teilematerials, Sonderwünsche wie NDE-Prüfung auf Anfrage.
3. Ventilmontage und Leistungsprüfung: Jedes Teil des Ventils wird einem Hydraulik- und Lufttest unterzogen. Die Leistungsprüfung erfolgt gemäß der Standardanforderung der Bestellung, Sonderwünsche wie PAT-Tests werden auf Bestellungsanfrage durchgeführt.
4. Ventillackierung, Verpackung und Lieferung.Sonderwünsche wie z. B. Inspektionen durch Dritte auf Anfrage.
Allgemeiner Qualitätskontrollprozess
Kontrolle des Ventilrohmaterials: Sicht- und Dimensionsprüfung, Materialprüfung, PMI, Wandstärke, Schlagprüfung auf Anfrage, NDE.



Prozessinspektion der Ventilkomponentenmaschine: Maßprüfung, Prüfung der bearbeiteten Oberfläche und des Teilematerials, Sonderwünsche wie NDE-Prüfung auf Anfrage.


Ventilmontage und Leistungsprüfung: Jedes Teil des Ventils wird einem Hydraulik- und Lufttest unterzogen, um die Leistungsprüfung gemäß den Standardanforderungen der Bestellung durchzuführen.



Ventillackierung, Verpackung und Lieferung.



Spezielle Qualitätskontrollanfrage
Materialtestbericht im Drittlabor
- Mechanischer und Schlagtest
- Chemische Analyseprüfung
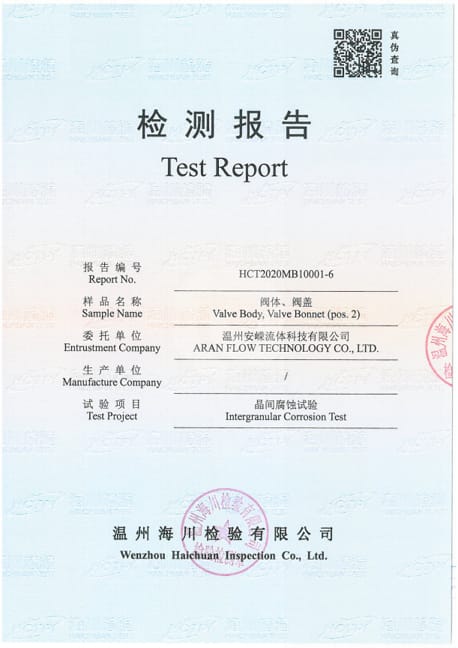
- Korrosionstest
- Ferritprüfung
- Wasserstoffinduzierter Risstest (HIC)
- Spannungsrisskorrosionstest mit Sulfid
Zerstörungsfreie Prüfung (NDE, NDT)
Die Durchführung von VT, PMI, UT, PT kann intern oder von Dritten durchgeführt werden, die UT, PT, MT, RT und Härte durchführen, und umfasst auch die Qualifizierungsstufe, die alle gemäß den Anforderungen durchgeführt werden.auf Kundenauftragsbedürfnisse.
- VT (Sehtest)
- PMI (Positive Materialidentifikation)
- UT (Ultraschalltest)
- PT (Eindringprüfung)
- MT (Magnetpartikeltest)
- RT (Röntgentest)
- Härtetest




Druck- und Funktionstest
Teststandards wie API 598, API 6D, ISO 5208, EN12266-1, GOST 9544 usw.
- Funktionstest/Drehmomenttest
- Hydrauliktest/Lufttest
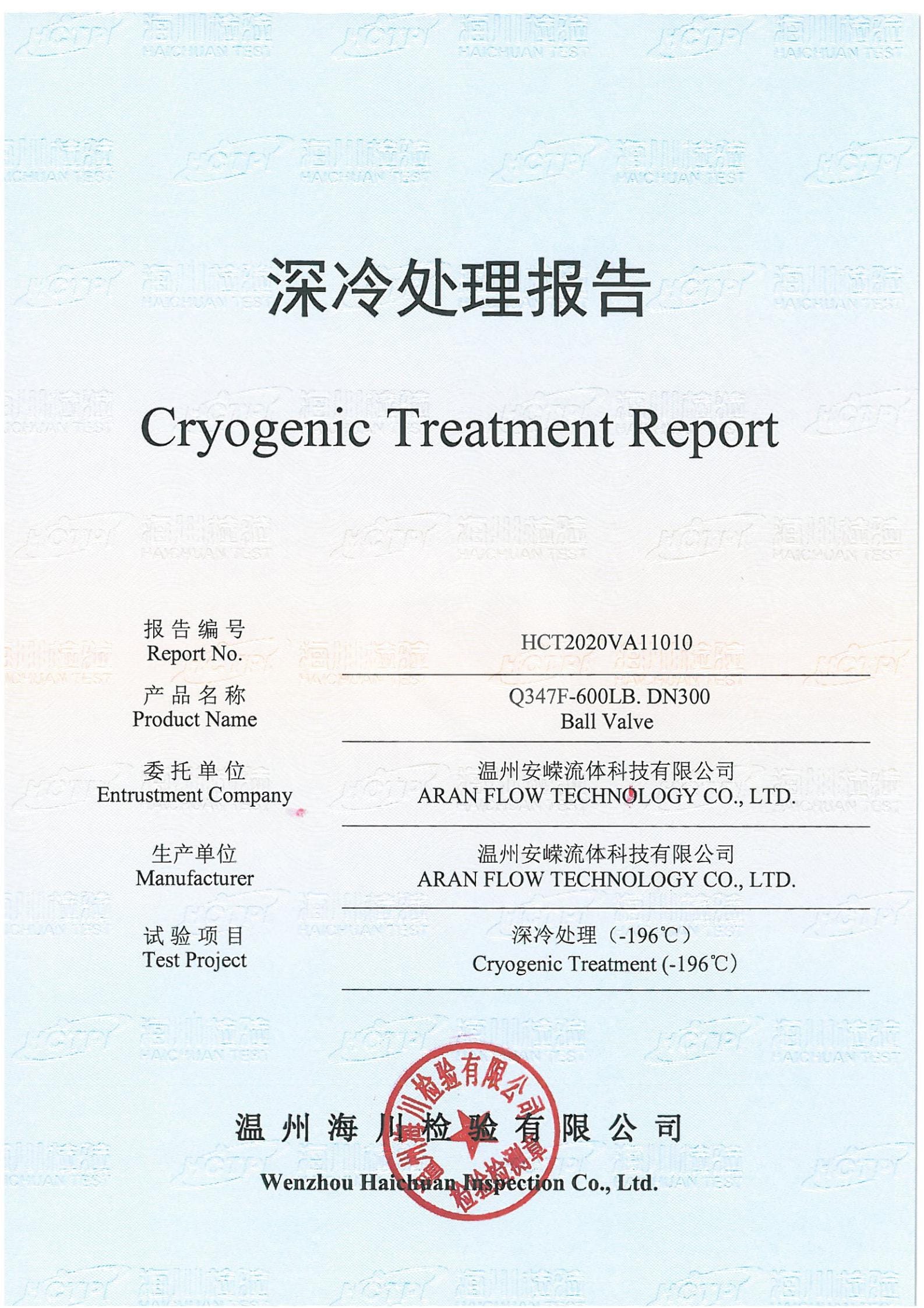
- Test mit kryogenem Heliumgas bei niedriger Temperatur -196 °C
- Hochtemperaturtest 600°C
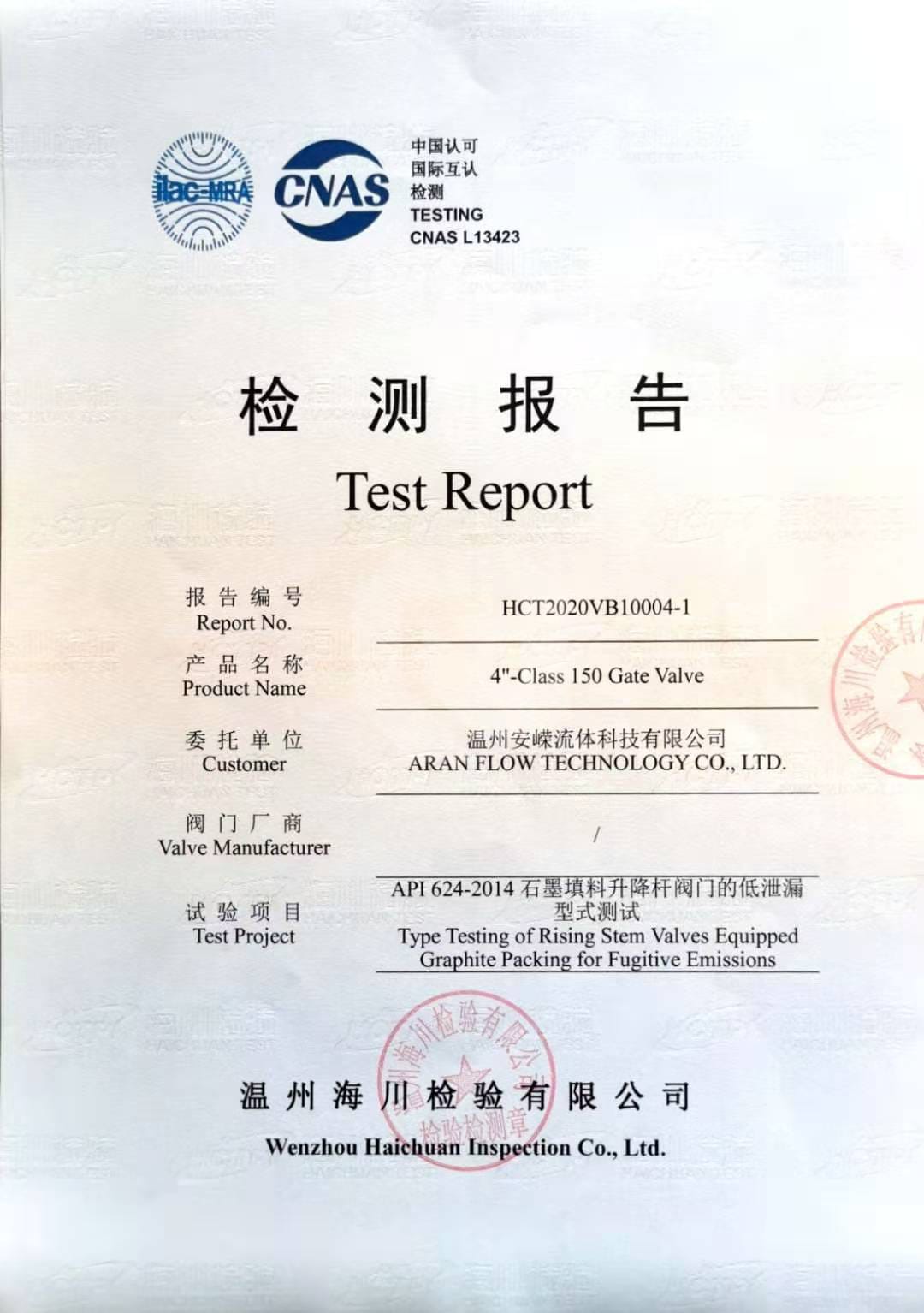
- Test auf flüchtige Emissionen 15848-1 oder 15848-2
- Feuersicherer Test
- FAT-Test (Factory Acceptance Test)
- PAT-Test (Produktabnahmetest)
Niedertemperaturtest: Die Nieder- und Hochtemperaturlaboreinrichtungen zur Durchführung von Tief- oder Hochtemperaturtests gemäß den Auftragsanforderungen.Bei dem Test wird das Ventil einem kryogenen Test bei niedriger Temperatur von -196 °C oder einer hohen Temperatur von -538 °C ausgesetzt